
FAQ по настройке, обслуживанию и эксплуатации станков с числовым программным управлением (ЧПУ)
07/05/20
Я купил фрезерный станок с ЧПУ. Необходимо ли подключать его к стабилизатору напряжения и как делать эту процедуру правильно?
Одним из обязательных условий стабильной бесперебойной работы любого промышленного оборудования, в том числе и станков с числовым программным управлением, является постоянное применение стабилизатора напряжения. Данная процедура защищает приобретенную технику от выхода со строя.
Как показывает практика, значительная часть случаев поломок оборудования формируется из-за перепадов напряжения в сети. Речь идёт о понижениях/повышениях его значения, выбросах и пиках. Любые колебания напряжения вредны для аппаратуры, тем более, если она оборудована цифровыми вычислительными устройствами для управления производственными процессами. Итогом может стать ухудшение технико-эксплуатационных характеристик, а также преждевременный выход станков со строя, что в конечном итоге увеличит стоимость регулярного и/или внештатного её обслуживания.
Общие правила регламентируют необходимость подключения стабилизатора напряжения между источником тока и конечным потребителем. В нашей ситуации к таковым относят электросеть и фрезерный станок с ЧПУ.
Среди широкого перечня характеристик стабилизатора ключевой является мощность устройства. Она должна адекватно соотноситься с соответствующим совокупным значением характеристик всей подключаемой техники. Подсчитайте общую совокупную потребляемую мощность оборудования, которое собираетесь подключать к электросети через стабилизатор, после чего путем несложного анализа подберите подходящую для этих целей модель с учетом необходимого запаса в 20-25 процентов. Формула:
Номинальная мощность стабилизатора = потребляемая мощность оборудования + 25 процентов.
Почему после обработки на станке размеры деталей не совпадают с моделями, нарисованными в графическом редакторе?
Несоответствие размеров реальной детали с отображаемой в программе (она получается больше или меньше) в значительной части случаев вызвано ошибками настройки числа импульсов шаговых двигателей. Чтобы исключить такую проблему, необходимо откорректировать соответствующий параметр. Рассчитать его достаточно просто.
Базовый растем числа импульсов шаговых двигателей:
N = А * Б / С
Здесь:
- N – число импульсов;
- А – установленное количество импульсов;
- Б – задаваемая дистанция, на которую должен отправиться станок;
- С – реальное прошедшее расстояние.
Типовой расчет:
На станочном оборудовании задано значение количества импульсов, равняющееся 600 единицам. Запускаем станок по выбранной оси на расстоянии 2 тысячи миллиметров и после окончания процесса измеряем реально пройденное расстояние, скажем, получив 1700 миллиметров.
Рассчитываем значение по приведенной выше формуле:
600 * 2000 / 1700 = 705,882
Полученное количество импульсов нужно ввести в настройки. Для пультов Rich Auto А11/18 сделать это можно, открыв меню во вкладке, выбрав подраздел MASHINE SETUP и активировав опцию PULSE EQUIV.
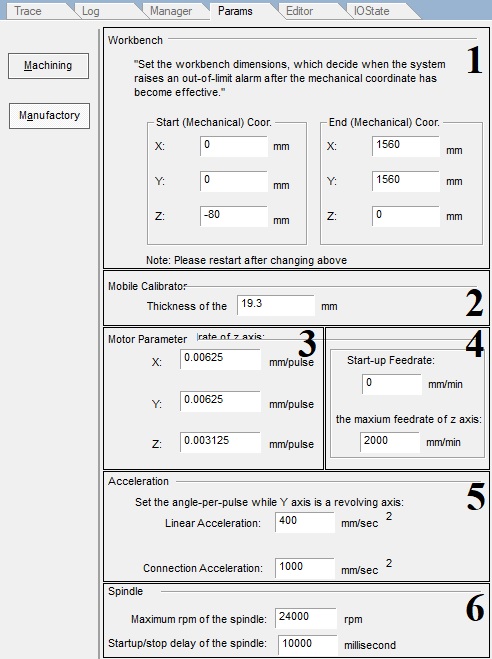
Для NC Studio необходимую настройку можно произвести, если активировать вкладку «Params» и вставить рассчитанное значение в окно «Motor Parameter».
После запуска оборудования и отправления всех осей на парковку в «домашнее положение», процесс движения выполняется в обратном направлении
Для решения данной проблемы необходимо изменить направление вращения шаговых двигателей. Процедура заключается в смене полярности питания одной из обмоток ШД. Реализовать её можно несколькими путями:
- Аппаратно. Поменяйте местами линии подключения шагового двигателя к драйверу (А- и А+ либо наоборот).
- Программно. Измените базовые настройки направления вращения в программе управления оборудованием.
Если первый способ не вызывает особых вопросов, то второй можно расписать более подробно. Алгоритм для NC Studio:
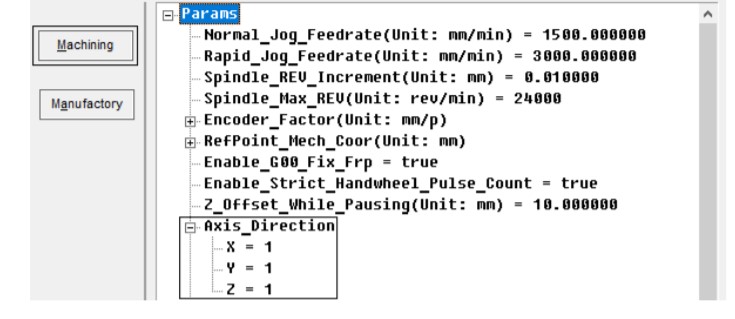
- Щелкните правой клавишей мыши по кнопке группы параметров «Machining», параллельно зажимая клавиатурную комбинацию Ctrl + Shift + Alt, после чего откроется вкладка «Params».
- Пройдитесь по списку вкладки «Params» и найдите подраздел «Axis Direction».
- Измените для нужных осей (X/Y/Z) значения с единицы на отрицательное или наоборот.
Какая смазка оптимальна для качественного и эффективного обслуживания линейных подшипников?
Все механические элементы станков, как и другого оборудования этого же спектра, нуждаются в регулярной смазке. Речь в первую очередь идёт о направляющих, шарико-винтовых передачах и иных узлах, в процессе движения испытывающих трение.
Мы рекомендуем применять консистентную смазку на базе литиевого мыла. Достойный пример – «Mobilux EP 2». Отличный вариант для широкого спектра видов индустриального оборудования, работающего в тяжелых условиях.
Как заменять графитовые пластины в пластинчато-роторном вакуумном насосе?
Графитовые пластины являются расходником и при эксплуатации оборудования подлежат регулярной замене, поскольку подвержены износу. Для минимизации рисков возникновения внештатных ситуаций, обязательно проверяйте их состояние и производите ТО.
Алгоритм:
- Снимите пластиковую крышку кожуха насоса.
- Продуйте открывшееся внутреннее пространство воздухом в сжатом состоянии.
- Поочередно извлеките элементы.
- Проверьте извлеченный расходный материал на целостность и измерьте ширину. Минимально допустимое значение последнего параметра указано на наклейке корпуса насоса в его верхней части.
- Поставьте пригодные к эксплуатации графитовые пластины, отслеживая положение их рабочих кромок.
- Приведите оборудование в исходное состояние.
Следует отметить, что помимо контроля текущего состояния пластин и их замены при необходимости, строго рекомендуется проводить регулярный уход за подшипником вала насоса. Эти две процедуры практичнее проводить одновременной, поскольку обе они достаточно просты и не требуют значительных усилий. После открытия пластиковой крышки/проверки состояния пластин, удалите винт с отверстия для заправки (оно расположено вверху крышки подшипника) и добавьте смазочный материал. Объем смазки – от пяти до десяти грамм на одну загрузку (зависит от модели вакуумного насоса). Не забудьте поставить и завинтить винт на место.
Почему при отравлении станка в «дом» одна/несколько осей двигаются медленно либо вообще не реагируют на команду?
В первую очередь рекомендуем проверить работу индуктивных датчиков, отвечающих за реализацию правильной работы режима домашнего положения станка. Снимите этот элемент с проблемной оси и поставьте на его место датчик с рабочей линии. Также проверьте их статусы в настройках. В последнем случае конкретный алгоритм проверки зависит от типа используемых сенсоров. Так, если установлены индуктивные компоненты, то активировать их можно путем прямого контакта с металлом, после чего проверить статус работы.
В NC Studio при запуске иногда формируется тревога срабатывания концевых сенсоров. Это происходит из-за специфики режимов работы последних. В этом случае необходима инверсия сигналов, производящаяся следующим образом:
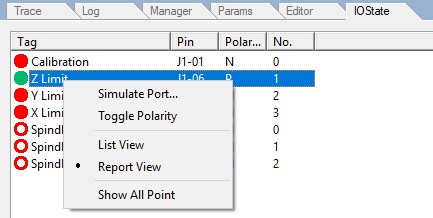
- В настройках активируйте вкладку «IO State».
- Найдите необходимый датчик. Последний будет выделен зеленым цветом (круг красного цвета интерпретируются как нормальное состояние сенсора).
- Нажмите правую клавишу мыши на описании датчика, удерживая клавиатурные кнопки CTRL+Shift+Alt.
- Выберите пункт «Toggle Polarity» из выпадающего меню.
- Перезагрузите систему.
Какое ПО оптимально для написания управляющей программы под станок с ЧПУ?
На этот вопрос нет однозначного ответа, поскольку современный рынок CAD/CAM софта на сегодняшний день чрезвычайно обширен и разнообразен. Мы рекомендуем в первую очередь четко обозначить ваши цели и потенциальные задачи.
До недавнего времени большой популярностью пользовался ArtCAM небезызвестной компании Autodesk, однако по непонятным причинам разработчик перестал поддерживать это программное обеспечение и свернул продажи. Из недорогих и практичных вариантов стоит рассмотреть российское ПО, в частности SprutCAM и ADEM.
Отличное решение – это Fusion 360. Является универсальным облачным инструментом для 3D CAD/CAM разработки любого уровня. К сожалению, цена на него очень высока, учитывая необходимость регулярного продления лицензии.
Если основным профилем вашей деятельности выступает обработка тел вращения (кабриолей, балясин, прочее), то оптимальным ПО на сегодня считается DeskProto 7.0. Имеет широкий набор модулей, простой интерфейс и среднюю стоимость.
Выбор – за вами.